
多色成形(2色成形)
多色成形(2色成形)とは?
多色成形(2色成形)は、プラスチック製品の製造手法である射出成形の発展形です。1つのサイクルで、異なる種類の樹脂や別の色の材料を組み合わせて1つの部品を成形できます。
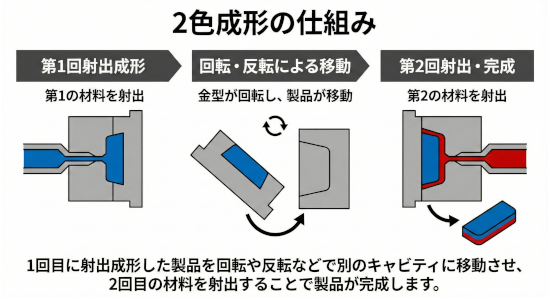
多色成形(2色成形)はダブルモールドと呼ばれることもあり、金型や成形機に特殊な仕組みを備えているのが特徴。成形機に射出ユニット(ノズル・シリンダー等)が2基あり、2種類の材料を扱えます。1回目に射出成形した製品を、金型の回転(ロータリー式)やスライド(コアバック式)などで別のキャビティに移動させ、2回目の材料を射出することで製品が完成します。
こうした仕組みにより、一部だけ柔らかい樹脂を使ったり、光を透過させる透明樹脂を部分的に成形したりなど、多彩な表現や機能を一体化できる点が大きな魅力です。
多色成形(2色成形)のメリット
工程削減によるコストダウン
多色成形の利点のひとつは、組み立て工程を減らせることです。例えば、異なる種類の単色成形品を別々に作ってから、ネジや接着剤で組み合わせる必要があったものも、多色成形ならば1サイクルで一体化して製造が可能。これにより、半製品の在庫管理コストも抑えられます。
防水・気密性の向上
パッキンやガスケットなどのシール部品を、筐体(硬質樹脂)と一体成形(軟質樹脂)することで、部品間の隙間を低減しやすくなります。手作業によるパッキンの組み付けミスや、経年劣化による位置ズレが起きにくいため、高い防水・防塵性能(IP等級)を安定して維持しやすいのが大きなメリットです。
複雑な形状や機能の実現
高機能かつ形状が複雑な製品でも、部品全体を一体化できるのも多色成形のメリットの一つ。例えば、防水部品の製造において、硬質樹脂を使用して本体の剛性を確保しつつ、熱可塑性エラストマー(TPE)などの軟質材を被せて滑り止め効果を実現するケースがあります。
また、複数の色を使って意匠性を高めたり、同じ素材でも異なるグレードを組み合わせて、肉厚部品のヒケ・反りなどの成形不良を抑制したりするなど、多色成形は幅広いカスタマイズの要望に応えられます。
多色成形(2色成形)のデメリット
イニシャルコストの高さ
多色成形を行うには、専用の射出成形機や複雑な構造の金型が必要になります。単色成形より成形機本体の価格が高く、金型製作の難易度も上がるため、初期費用は高めです。特に、大型の製品や高精度が求められる場合、金型の構造が非常に複雑になり、金額はさらに高くなる可能性があります。
小ロット生産には不向き
金型費用が高額になるため、数百〜数千個程度の小ロット生産では、金型代の償却が難しく製品単価が跳ね上がってしまいます。一般的に、数万個単位の量産を行わない限り、コストメリットが出にくい工法といえます。
材料同士の相性と設計難易度
多色成形では、2種類の材料が十分に密着しなければ、剥がれや亀裂などの不具合が出るリスクがあります。材料の相性(相溶性・溶着性など)に加えて、成形温度域や収縮率の差、金型温度の設計なども考慮しなければなりません。また、金型の設計や温度制御、射出順序など、プロセス管理が複雑であり、現場のオペレーターや技術者に高度な知識が求められます。
多色成形(2色成形)に適した素材
硬質樹脂(ABS、PCなど)
一般的に、1回目の射出にはABSやPC、ナイロン(PA)、PBTなど、比較的硬度の高いエンジニアリングプラスチックが使われることが多いです。こうした硬質樹脂は機械的強度や耐衝撃性に優れているため、製品全体の骨組みを作るのに適しています。
軟質樹脂(熱可塑性エラストマーなど)
2回目の射出で多く使われるのが熱可塑性エラストマー(TPE)です。ゴムのような弾力がありながら、再度加熱すれば溶ける性質を持ち、滑り止めや耐衝撃性、防振性に優れています。
素材選定のポイント
- 熱特性(融点/ガラス転移温度Tg)と熱変形温度
1次側(特に非晶性樹脂はTg、結晶性樹脂は融点の目安)を踏まえ、2次射出の熱で1次側が変形しにくい温度域の組み合わせかを確認。 - 界面接着性(相溶性・溶着性など)
分子レベルで接着(溶着)しやすい組み合わせか、材料メーカーの推奨組み合わせや実績を確認するのが基本。 - 機械的結合(アンカー効果)
相性が弱い素材同士では、1次側にアンダーカット、溝、貫通穴、リブなどの「抜け止め形状」を設けて、物理的に食いつかせて接合強度を高める設計手法を検討する(梨地などの表面加工は補助的に用いる)。 - 硬度差と射出順序
柔らかい材料を先に成形すると、後から射出される硬い材料の圧力で変形してしまう場合があるため、通常は硬質→軟質の順で成形する。
多色成形(2色成形)の応用例と活用分野
多色成形(2色成形)は製造業の様々な分野で使われており、特に自動車部品、医療機器、家電などの製造では不可欠な存在です。

血糖値計ユニット(医療機器)
金型設計から、2色成形を用いた部品の製造・塗装・部分組立まで一貫生産した事例。一体化成形により、デザイン性と操作性が向上するほか、隙間が生じにくいため防塵・防水性も確保しやすくなります。
その他、広く使われている分野
上記以外にも、身近な製品で多色成形技術は活用されています。
- 自動車部品:エアコンの内外気切替スイッチ、サイドスポイラー、スマートキーなど
- 電子機器・家電:PCキーボードのキートップ、マウスのグリップ、カメラのボディ、電動工具の持ち手など
- 日用品・雑貨:歯ブラシ(持ち手の滑り止め)、水筒のパッキン一体蓋、タッパー、プラモデルなど
多色成形メーカーを選ぶ際の重要ポイント
多色成形は、一般的な成形よりも高度な技術と設備が必要です。依頼先を選ぶ際は、以下のポイントを確認しましょう。
金型設計・製造を一貫して行えるか
多色成形の成否を分ける大きな要素に金型の品質があります。なるべく金型の設計から製造までを自社またはグループ内で行っている企業を選ぶほうがメリットは大きいです。
金型と成形プロセスを統合的に設計できる会社であれば、試作段階での修正や細かな調整がスムーズになります。一社内ですべて完結できれば、納期が短縮でき、量産時の品質も安定します。
試作や流動解析の対応力
多色成形では、樹脂の流れを事前にシミュレーションする「流動解析(CAE)」が非常に重要です。これによって、材料同士の収縮率の差による反りや、接合不良のリスクを早い段階で見つけられます。解析ソフトを持ち、検証用サンプル作成のプロセスをしっかり踏める企業であれば、量産後のトラブルを未然に防げます。
多色成形(2色成形)とインサート成形の違い
取り扱える材質の違い
多色成形は「プラスチック×プラスチック」の組み合わせが基本です。硬質樹脂と軟質樹脂、あるいは異なる色の樹脂を一体化させる際に用いられます。
一方、インサート成形は「金属×プラスチック」など、異素材を組み合わせるのが得意です。金属の端子やナット、メッシュフィルターなどを金型にセットし、樹脂で包み込む場合に使われます。
コストと生産数量による使い分けの基準
どちらの工法を選ぶべきかは、「生産数量」と「イニシャルコスト」のバランスで決まります。
多色成形は金型代が高額ですが、成形機の中で完結するため加工費(チャージ)は安く抑えられます。そのため、数万個以上の大量生産を行う場合にトータルコストが安くなる傾向があります。
一方、インサート成形は金型構造が比較的単純で初期費用を抑えられますが、部品をセットする手間がかかるため成形単価は高くなります。そのため、小〜中ロットの生産や、設備投資を抑えたい場合に適しています。
まとめ
多色成形(2色成形)は、複数の樹脂を1つの製品にまとめ上げ、防水機能やグリップ力、意匠性を同時に実現できる高度な成形技術です。金型コストはかかりますが、組み立て工程の削減や品質の安定化により、量産時には大きなコストメリットを生み出します。
適切な素材選定や、流動解析による事前のシミュレーションが成功の鍵となるため、金型の設計から一括して相談できる技術力の高いメーカーをパートナーに選ぶことが重要です。


業界別おすすめ
プラスチック金型メーカー3選
金型なら
京都プラテック

http://www.kyopla.co.jp/
事故の許されない業界を支える
厳格な品質管理
国内外すべての事業所で国際品質保証規格ISO9001:2015の認証を取得。また、自動車産業向け(ISO/TS16949)、医療機器向け(ISO13485)のISO品質マネジメント規格認証を別で取得しており、全国エリア及び海外にも厳格な品質管理で金型作成・部品成形に対応します。
金型なら
清水金型製作所

https://shimizu-kss.co.jp/金型紹介vol-4/
成型物に合わせた金型素材が
生産品質の安定を促進
創設(1970)以来、生活雑貨や家電製品などの金型を手がけてきたノウハウで、熱可塑性樹脂金型、熱硬化性樹脂金型、ダイカスト金型のいずれにも対応可能。金型品質とコストのバランスを考慮しつつ提案してくれます。
金型なら
龍江精工

https://www.tatsue.com/company/equipment/
頭の中にある魅力的な容器を
イメージ通りに実現
化粧品・食品容器金型製造を手がけて50年。「職人×多能工」の考え方で、機能とデザインを両立させた化粧品容器の金型を製作しています。製品のイメージがあれば、図面がなくても発注できます。